


壓電式與應變式旋轉測力儀性能對比分析
切削力是評估工藝影響因素和優化加工流程的重要測量參數之一,可直觀反映工藝運行的穩定性。通過專門設計的傳感器技術,能夠實現切削力的精準測量。目前市場上的刀柄傳感器主要基于兩種不同的技術原理:壓電技術作為加工過程中的成熟切削力測量方案已在行業中應用了幾十年,而應變技術在近幾年才出現在機加工應用中。雖然兩種技術原理的刀柄傳感器均能輸出作用于刀具的力與力矩數據,但其測量結果卻存在著極大差異。
差異一:測量方式不同
兩者最核心的差異之一在于測量方式:
▲采用壓電(PE)技術的測力儀可直接檢測銑削刀具所受的剪切力
▲應變測力儀僅能測量刀頭所受側向力而產生的彎矩,無法直接獲取實際作用力
應變式測力儀所測彎矩會受到多種因素的影響,例如刀具材料(彈性模量 E)、刀具直徑等。以下為影響彎矩計算的核心參數匯總:
? 刀具長度與直徑
? 刀具彈性模量(取決于材料特性、幾何形狀、內部通道設計等)

圖1. 壓電技術與應變技術測力儀的力測量對比
差異二:頻率響應不同
壓電技術的第二個顯著優勢是其高固有頻率特性,這使其能夠精準測量高頻信號(如高轉速工況下的刀具的高速切入切出頻率)。應變技術因固有頻率較低,其可用頻率范圍受到嚴格限制。根據物理規律及ISO 16063標準,高頻測量的有效范圍是傳感器固有頻率的1/3。

圖2. 壓電技術與應變技術頻率響應對比。
差異三:靈敏度與準確性不同
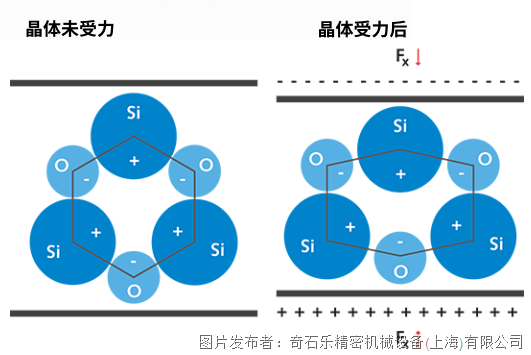
壓電技術與應變技術的另一關鍵區別在于前者的高靈敏度特性。壓電晶體集成于刀柄內部,可對三個正交方向的力進行精準感知。此外,通過增設第四塊壓電晶體,能夠實現高靈敏度的力矩測量 —— 該特性在微小力至超大載荷范圍內均適用。壓電技術的力測量范圍僅需通過軟件設置即可靈活調整,這意味著同一臺設備既可測量極微小的切削力,也能適配大載荷工況。
由于刀柄在特定方向上的剛度特性,其變形量受到限制。尤其在軸向(Fz 方向)上的變形量極小,導致應變片技術無法以高靈敏度測量軸向切削力,這對微小力的檢測精度影響尤為顯著。
力矩(Mz)測量同樣存在類似局限:由于該方向的變形量較小(主要為刀柄扭轉),應變技術在小載荷工況下的力矩測量精度受限,其靈敏度與準確性均不及壓電傳感器。

圖3. 壓電傳感器與應變傳感器在 Fz 和 Mz 測量原理上的示意圖解
基于上述技術差異,在旋轉切削測力儀(RCD)的設計中,相較于采用壓電技術的傳感器,采用應變技術傳感器,所產生的噪聲相比實際信號明顯更高。

圖4. 壓電式與應變式 RCD 的噪聲與實際信號比對比圖
借助高采樣率、高固有頻率及低噪聲特性,即便是在四刃端面銑削過程中產生的微小切削力,也能被采用壓電技術的奇石樂無線旋轉切削測力儀(WL-RCD),以極坐標圖形式清晰呈現。作為對比,下圖同時展示了采用應變技術的另一款 RCD 所采集的極坐標圖。


圖 5. 壓電式與應變式Fz和Mz極坐標圖對比




 投訴建議
投訴建議
提交
奇石樂丨新版 jBEAM Lab 數據后處理分析軟件,可用于 NVH 試驗的高效測量數據處理
奇石樂壓電傳感器,助力半導體制造提升效率與良率

具備無線信號傳輸功能的新型遙測測量系統,為無線監測領域樹立新標桿

奇石樂攜新型氣缸壓力傳感器出展Marintec 2025,助力燃料技術革新

奇石樂高速裝配技術與精準動態測量實現突破性融合